Burr height up to 10 of material thickness can be expected.
Burr direction in sheet metal.
If operators and technicians try to solve cut quality problems without considering the process fundamentals they may be shooting in the dark.
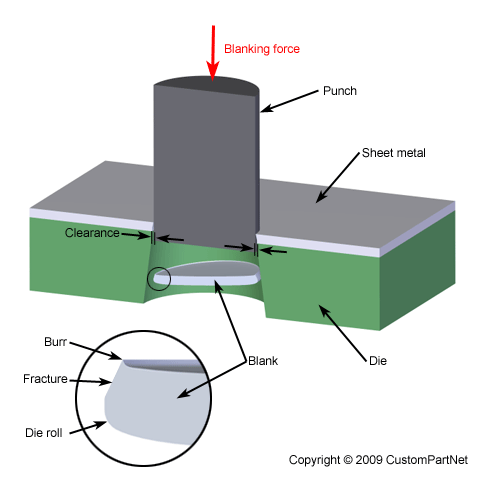
The burr is a thin ridge of material that is formed due to the elongation of metal during the final separation of the sheet.
Add grooves cuts rounded corners etc.
Burr commonly occurs when producing sheet metal parts using different manufacturing methods.
So it is very important to design an economy friendly and time saving press tools.
For elevator stainless steel sheet metal parts the product design department considers the burr formation mechanism and removal method at the product and process design stage to minimize burrs.
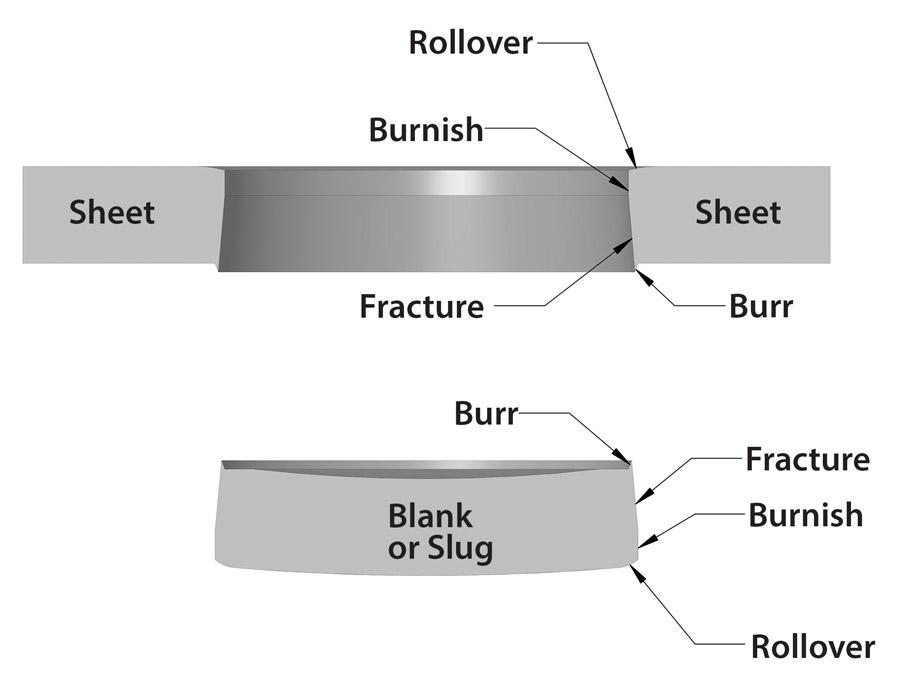
They include burrs fracture burnishing rollover and work hardening.
Figure 3 a microcrack that occurred during.
It is usually an unwanted piece of material and is removed with a deburring tool in a process called deburring.
But what if press tool is not working efficiently or it takes many more operations to produce stamped parts.
Metal stamping is utilized for cost effiency when a sheet metal requirement has a significant quantity range.
Figure 2 a burr or protruding ragged edge shown at 100x magnification occurs as the material is sheared at an angle against the blanking direction.
Creation of a formed feature by angular displacement of a sheet metal workpiece.
Attaining a burr free cut is about ensuring the beam parameters and gas dynamics work together to ensure the right amount of molten metal evacuates the kerf at the right time and in the right way.
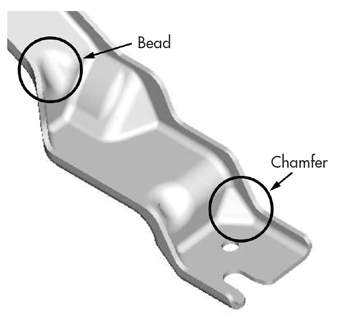
Using burr free design such as.
To the edges where burrs may occur to reduce the occurrence of burrs.
The metal stamping quote will include the cost for the tooling tool die set to produce the parts and also the part cost.
Clearly the formation of burr should be avoided whenever possible.
Which manufacturing methods leave a burr.
In manufacturing practice sharp tools can mitigate burrs.
Stamping includes a variety of sheet metal forming manufacturing processes using a machine.
More ductile metals tend to form larger burrs.
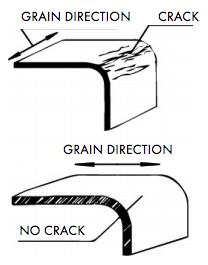
De burring can be avoided by considering the direction of the burrs in the design of the parts.
Metal burr extending beyond the edge of the cut piece view on the cut face top and from the bottom bottom a burr is a raised edge or small piece of material that remains attached to a workpiece after a modification process.
Burrs can interfere with subsequent forming processes.
Figure 1 the sheared edge exhibits some distinctive characteristics.
In those instances deburring is necessary.
2 workpiece resulting from blanking operation.
These combined costs are compared to sheet metal prices for an anticipated cost savings.
See also drawing and forming blank 1 sheet metal stock from which a product is to be made.
Burr direction side of the stock on which burrs appear.